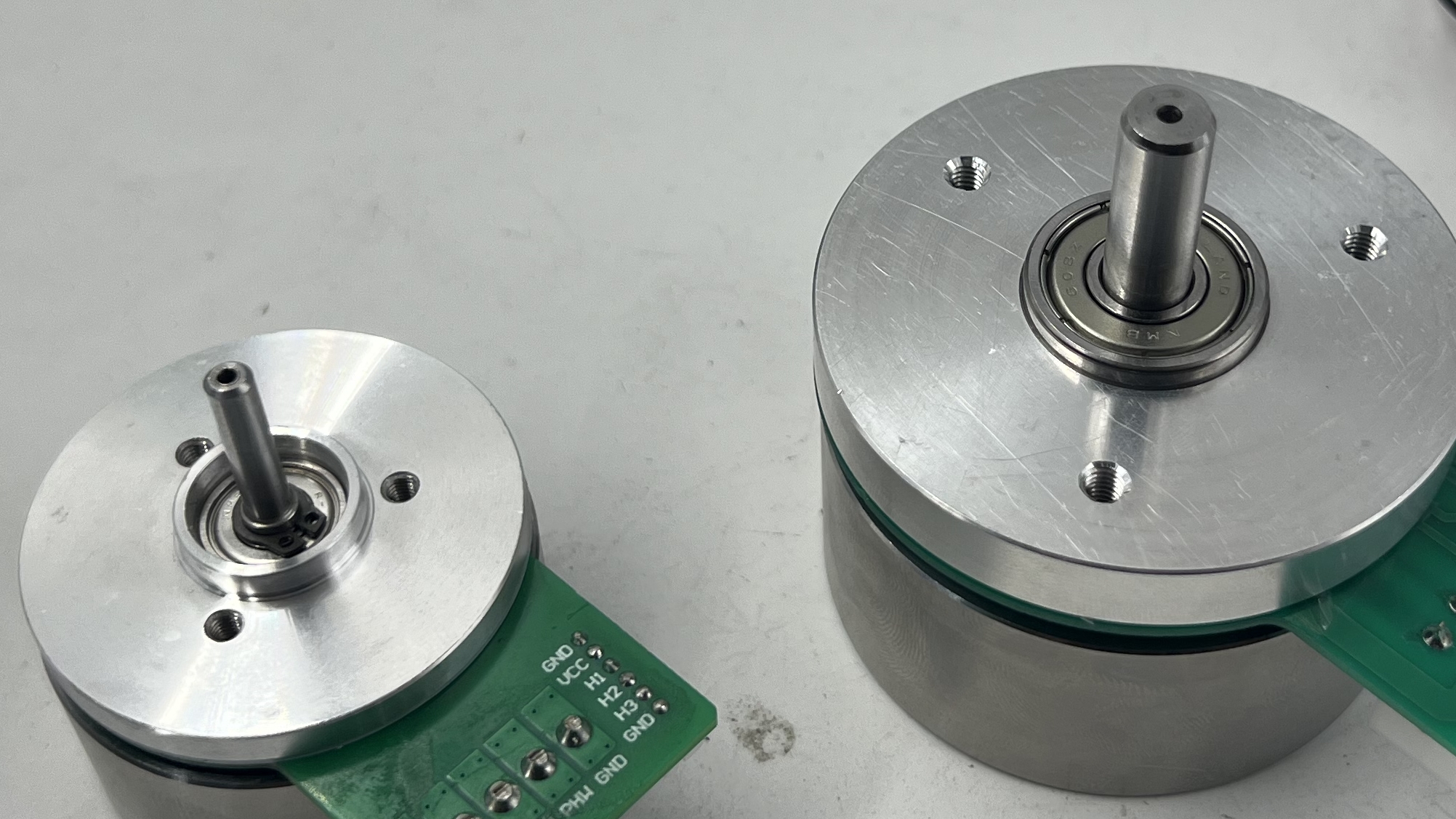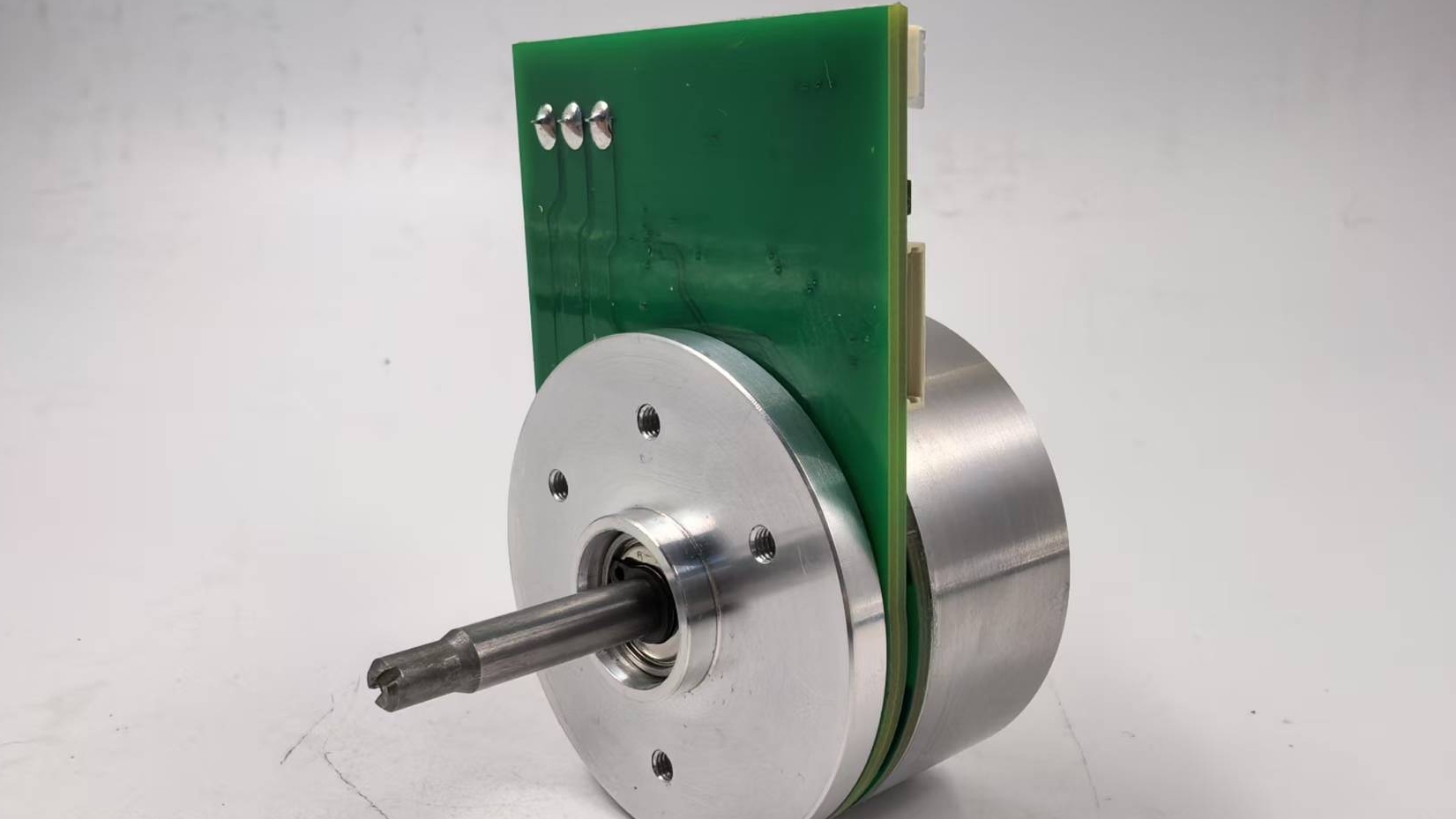
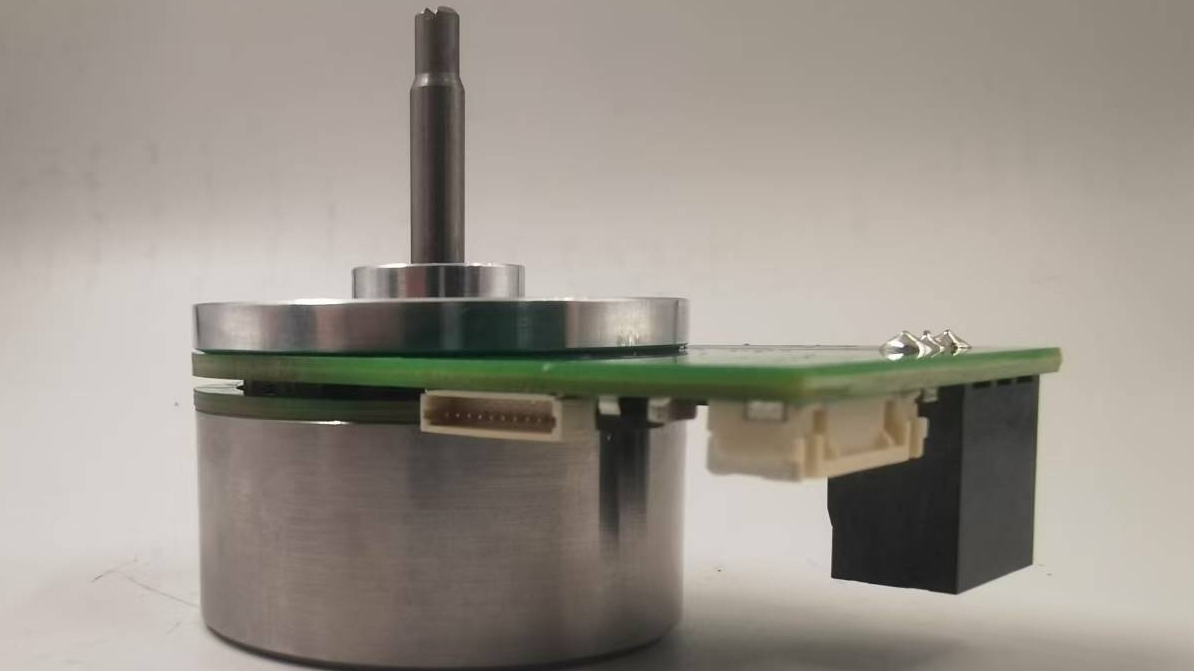
外转子无框电机的构造
在人形机器人关节、航空航天设备、高端医疗仪器这些“高精尖”赛道上,外转子无框电机绝对是“隐形动力担当”。不同于传统电机带着笨重外壳、冗余轴系的设计,它走“极简路...

法兰盘直连是外转子电机连接工件最可靠、应用最广泛的方式,核心是通过法兰盘将工件直接固定在电机转子外壳上,无需中间传动部件,动力传递效率接近100%,适配大多数中低速、大扭矩场景,如AGV麦克纳姆轮、电动工具砂盘等[1][3]。
操作要点如下:
1、法兰盘定制与适配:根据外转子电机外壳端面的螺纹孔规格(常见M3~M6),在法兰盘一侧加工对应螺栓孔;另一侧加工与工件匹配的安装孔(通常4~6个均布孔),法兰盘材质优先选用铝合金或钢材,厚度不低于5mm,确保结构刚性[1]。
2、动平衡处理:法兰盘与工件(如轮毂、转盘)组装后,需进行动平衡测试,避免电机高速旋转时因重心偏移产生强烈振动,影响连接稳定性和电机寿命[1][3]。
3、固定安装:使用12.9级高强度螺栓,将法兰盘锁紧至电机转子外壳,再将工件固定在法兰盘上,螺栓需涂抹螺纹胶(如Loctite 243)进行防松处理,定期复紧[1]。
适用场景:AGV底盘、电动滚筒、大型风机叶轮、电动工具工作台等,尤其适合对连接精度和稳定性要求较高的场景。
当电机外壳无足够安装面、工件需轴向延长,或安装空间狭窄时,可采用轴套过渡连接,核心是通过定制轴套实现电机转子与工件的间接固定,兼顾连接刚性和安装灵活性[1]。
操作要点如下:
1、轴套定制:轴套一端采用过盈配合,压入外转子电机外壳内孔,确保贴合紧密;另一端根据工件接口类型,加工键槽、螺纹或法兰面,适配工件的连接需求[1]。
2、同心度控制:轴套与电机外壳、工件的同心度公差需控制在0.05mm以内,避免电机运行时产生偏心振动,导致轴承磨损或工件松动[1]。
3、固定加固:轴套与电机外壳可采用销钉辅助固定,轴套与工件通过键连接、螺栓锁紧等方式固定,确保动力传递无打滑[2]。
适用场景:小型风机、精密仪器、无人机螺旋桨(小型外转子电机)等空间受限的场景。
当工件与电机转子存在轻微轴线偏差、需吸收振动,或传递较大扭矩时,可采用联轴器连接,核心是通过联轴器缓冲偏差、传递动力,保护电机和工件[2]。
操作要点如下:
1、联轴器选型:根据负载大小和工况选择合适类型,弹性块联轴器适合大中功率、冲击振动较大的传动;星形联轴器适合载荷稳定、中低速场景;梅花形弹性联轴器适合启动频繁、正反转的精密传动[2]。
2、安装校准:将联轴器一端与外转子电机输出轴固定,另一端与工件输入轴连接,使用百分表检测同轴度,确保径向跳动≤0.1mm,避免运行时产生振动[1]。
3、扭矩匹配:联轴器的额定扭矩需大于电机的峰值扭矩,同时电调功率需满足P电调≥1.2×U电池×I电机峰值,确保动力传递安全[1]。
适用场景:机床主轴、输送设备、大功率电动工具等,尤其适合工件与电机存在轻微安装偏差的场景。
对于小型外转子电机、轻负载工件(如小型风扇、微型转盘),可采用紧固件直接连接,无需法兰盘或轴套,简化安装流程,降低成本[2][4]。
操作要点如下:
1、接口匹配:在电机转子外壳或输出轴上加工螺纹孔、键槽,或在工件上预留对应安装孔,确保紧固件能够精准适配[2][6]。
2、紧固件选择:根据负载大小选择合适规格的螺栓、螺钉或卡套,螺丝长度需符合电机规格书要求,避免过长导致电机故障[4]。
3、防松与绝缘:螺栓涂抹螺纹胶防松,工件与电机外壳金属部分之间加尼龙垫片,防止轴电流腐蚀轴承[1]。
适用场景:小型轴流风扇、微型传动机构、简易电动工具等轻负载、低转速场景。
无论采用哪种连接方式,都需遵循以下核心要点,避免连接失效、电机损坏或工件运行异常,保障设备长期稳定运行。
1、同心度控制:这是连接的核心要求,工件与电机转子的同轴度偏差需控制在0.1mm以内,否则会导致电机振动、轴承磨损加剧,甚至烧毁电机[1][5]。
2、负载匹配:连接前需确认电机扭矩满足工件需求,即T电机≥F轮·R轮/η(F轮为轮阻力,R轮为轮半径,η为传动效率),避免电机过载运行[1]。
3、散热防护:电机外壳与工件之间需保留≥3mm间隙,增强气流散热,避免电机因散热不良导致过热退磁[1];同时避免在腐蚀性气体、有害环境中安装,防止电机部件损坏[4]。
4、防松处理:所有紧固件需采用防松措施(螺纹胶、防松垫圈),定期检查复紧,避免高速旋转时因振动导致松动[1][8]。
5、动平衡检测:对于高速旋转的工件(如叶轮、轮毂),连接后需进行动平衡测试,减少振动和噪声,延长电机和工件寿命[1][3]。
A1:核心原因主要有3点:① 同心度偏差过大,工件与电机转子不同轴;② 法兰盘、轴套或工件未做动平衡处理,重心偏移;③ 紧固件松动,连接不牢固。 解决方法:用百分表检测并调整同心度,确保偏差≤0.1mm;对法兰盘与工件的组合体进行动平衡测试,修正重心;检查所有紧固件,涂抹螺纹胶后重新锁紧,定期复紧[1][5]。
A2:可采用两种解决方案:① 定制适配的法兰盘,在法兰盘上加工与电机外壳匹配的螺栓孔,通过法兰盘过渡连接工件,这是最可靠的方式[1];② 定制轴套,将轴套过盈压入电机外壳内孔,再通过轴套连接工件,适合空间受限的场景[1]。注意:加工法兰盘或轴套时,需严格匹配电机外壳尺寸,避免损伤电机。
A3:主要原因包括:① 负载过大,电机扭矩无法满足工件运行需求;② 连接过紧,导致电机转子转动阻力增大;③ 电调与电机不匹配,电调功率不足或KV值不兼容[1][4]。 解决方法:更换扭矩更大的电机,或减小工件负载;调整连接松紧度,确保转子转动顺畅;更换与电机KV值匹配、功率足够的电调(P电调≥1.2×U电池×I电机峰值)[1]。
A4:核心是连接部位的摩擦力或锁紧力不足,解决方案:① 若采用法兰盘或紧固件连接,检查螺栓是否松动,更换高强度螺栓并涂抹螺纹胶,增加锁紧力[1];② 若采用轴套连接,检查轴套与电机外壳、工件的配合度,若存在间隙,更换过盈配合的轴套,或增加销钉辅助固定[1];③ 若工件为轮毂、齿轮等,可在连接面增加防滑垫或键连接,增强动力传递效率[2][6]。
A5:需根据工件材质调整连接方式和细节:① 金属工件:可直接通过法兰盘、轴套或联轴器连接,注意做好绝缘处理(加尼龙垫片),防止轴电流腐蚀轴承,同时避免金属工件与电机外壳硬接触,减少振动[1];② 塑料工件:因材质刚性较差,需选用法兰盘过渡连接,避免直接用螺栓锁紧导致工件开裂;同时控制紧固力矩,避免过紧损坏工件,可在连接面增加缓冲垫,吸收振动[4]。
A6:主要原因是同心度偏差过大、轴向受力不均或润滑不足,避免方法:① 安装时严格校准同心度,减少偏心振动对轴承的磨损[1];② 选用适配的联轴器或轴套,补偿安装偏差,避免轴向力直接作用于轴承[7];③ 定期为轴承添加润滑脂,保持润滑良好;④ 避免工件重量直接作用于电机输出轴,可增加支撑架分担负载[3]。
A7:需满足3点特殊要求:① 安全性:在工件(砂盘、带锯条)外侧安装保护罩,防止运行时部件脱落伤人[3];② 稳定性:采用法兰盘直连方式,确保连接刚性,避免工具运行时晃动,影响加工精度[3];③ 控制适配:搭配专用电调,实现无级调速,适配不同加工需求,同时加装过载、过热保护模块,防止电机烧毁[3]。
A8:这是常见的安装失误,原因是螺丝长度超过电机规格书规定,顶住电机内部部件导致转子卡滞[4]。解决方法:更换符合电机规格的螺丝,确保螺丝长度不超过电机外壳螺纹孔深度;若螺丝已损坏电机内部部件,需拆解电机检查,更换受损零件,避免强行启动导致更严重的损坏[4]。
在人形机器人关节、航空航天设备、高端医疗仪器这些“高精尖”赛道上,外转子无框电机绝对是“隐形动力担当”。不同于传统电机带着笨重外壳、冗余轴系的设计,它走“极简路...
 13814022050
13814022050
13814022050

Copyright © 2024 独角仙电机 版权所有 苏ICP备2024098919号