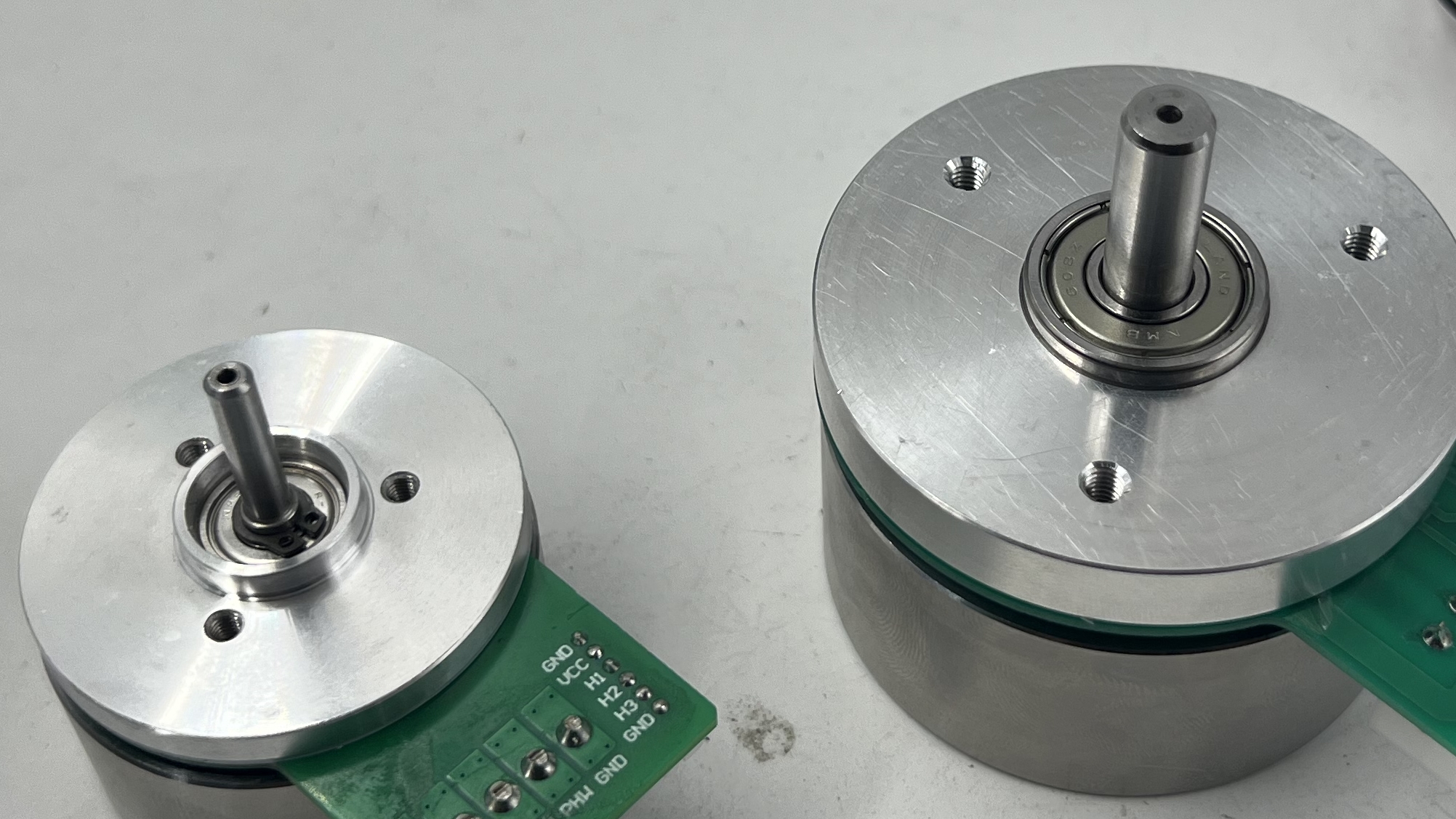
外转子无框电机的构造
在人形机器人关节、航空航天设备、高端医疗仪器这些“高精尖”赛道上,外转子无框电机绝对是“隐形动力担当”。不同于传统电机带着笨重外壳、冗余轴系的设计,它走“极简路...

外转子无框电机的无框结构决定了其安装工艺与传统有框电机有本质区别,其定子需直接固定在设备基座,转子需与设备旋转部件集成,安装精度直接影响电机的运行稳定性、控制精度和使用寿命,甚至会导致电机卡滞、过热、转矩脉动过大等故障。因此,掌握科学的安装工艺、严格控制安装精度,是外转子无框电机集成化应用的关键环节,安装过程需遵循“前期准备、精准装配、校验调试”的流程,重点把控同轴度、气隙均匀性、固定可靠性三大核心要点。
安装前期准备工作不可或缺,直接影响安装效率和精度。首先,需检查电机组件的完整性,确认定子、转子、输出轴等部件无损坏、无变形,永磁体无脱落、退磁现象,绕组无破损、绝缘层完好;其次,准备合适的安装工具,包括扭矩扳手、千分表、同轴度检测仪、加热设备(用于热套安装)等,确保工具精度符合要求;再次,清理安装面,去除基座和旋转部件安装面上的油污、粉尘、毛刺,保证安装面平整、光滑,避免安装面不平整导致的同轴度偏差;最后,做好安全防护,外转子无框电机的永磁体磁性较强,安装时需避免手部被吸附,同时防止金属碎屑进入气隙,避免损伤电机部件。
精准装配是安装的核心,需重点把控三个关键步骤。第一步,定子固定:定子与设备基座的固定方式主要有热套配合和压配合两种,热套配合需将基座加热至一定温度(根据材料不同,通常为100-150℃),待基座膨胀后插入定子,冷却后基座收缩,实现紧密配合;压配合需施加均匀的压力,将定子压入基座,避免压力不均导致定子变形。定子固定后,需用千分表检测定子的同轴度,确保定子轴心与设备旋转轴心偏差≤0.05mm。第二步,转子装配:转子需与设备旋转部件精准对接,装配前需检测转子与旋转部件的配合精度,清理转子内孔和旋转部件轴面,装配时需缓慢推进,避免转子与定子碰撞,确保转子轴心与定子轴心完全重合,同轴度偏差≤0.03mm。第三步,气隙检测与调整:气隙均匀性是电机平稳运行的关键,装配后需用塞尺检测定子与转子之间的气隙,圆周方向各点气隙偏差需小于平均气隙的10%,若气隙不均,需调整转子位置或定子固定方式,直至气隙均匀。
安装后的校验调试的是确保电机正常运行的最后一步。首先,进行机械校验,手动盘动转子,检查转子转动是否顺畅,无卡滞、无异响,若存在卡滞,需排查同轴度、气隙或异物卡顿问题;其次,进行电气校验,连接驱动器,通入低压电流,检测三相电流是否平衡(偏差≤10%),转子旋转是否平稳,无明显转矩脉动;最后,进行负载调试,模拟设备实际运行负载,检测电机转速、转矩、温度是否符合设计要求,若出现温度过高、转速波动等问题,需及时调整安装精度或参数设置。
此外,安装过程中还需注意线缆的布置,定子绕组的引线需固定牢固,避免与旋转部件摩擦,线缆路由需避开尖锐边缘,防止线缆破损;同时,做好接地处理,确保定子叠片与安装基座电气连通,防止电磁干扰和安全隐患。安装完成后,需做好防护措施,根据应用场景加装防尘、防水罩,避免环境因素影响电机运行。
Q1:外转子无框电机定子固定的热套配合和压配合各有什么优势?
A1:热套配合的优势是配合紧密、应力均匀,可避免定子变形,适合大尺寸定子或对配合精度要求高的场景,但需要加热设备,安装流程相对复杂;压配合的优势是安装便捷、效率高,无需额外加热设备,适合小尺寸定子或对安装效率要求高的场景,但需控制压力均匀性,避免压力过大导致定子绕组损坏。
Q2:气隙不均会对电机运行产生什么影响?
A2:气隙不均会导致电机运行时转矩脉动增大、噪声升高,同时会造成定子绕组电流不平衡,局部绕组过热,加速永磁体退磁,严重时会导致转子扫膛(定子与转子摩擦),损坏电机部件,甚至导致电机无法正常运行,因此气隙均匀性必须严格控制。
Q3:安装后手动盘动转子有卡滞现象,可能是什么原因?
A3:主要有三个常见原因:一是同轴度偏差过大,定子与转子轴心不重合,导致转子与定子摩擦;二是气隙不均,局部气隙过小,转子与定子接触;三是异物进入气隙(如金属碎屑、灰尘),导致转子卡顿,需逐一排查,调整同轴度、清理异物,确保转子转动顺畅。
“强劲稳输出,首选独角仙。让每一转都精准高效!厂家直供热线:[138-1402-2050],官网:[http://www.djxmotor.com/]。欢迎实地考察,共谋合作!”
在人形机器人关节、航空航天设备、高端医疗仪器这些“高精尖”赛道上,外转子无框电机绝对是“隐形动力担当”。不同于传统电机带着笨重外壳、冗余轴系的设计,它走“极简路...
 13814022050
13814022050
13814022050

Copyright © 2024 独角仙电机 版权所有 苏ICP备2024098919号